Food Safe Packaging & Inks: 5 Tips
Five recommendations to minimize food packaging migration
Making sure that packaging ink and coatings do not migrate to the food enclosed within the package is crucial to supplying clean, food-safe packaging. Minimizing risk to the consumer and ensuring their packaging is compliant with global regulations and food packaging standards — as well as their own brand standards — is increasingly complex for brand owners and packaging converters.
Migration in Food Packaging: What is it?
Migration is the transfer of various components from the finished packaging to the product inside. These components can originate from inks, adhesives, varnishes, coatings, substrates, or the environment. The longer potentially migrating components are next to the packaged product, the greater the risk of migration and food contamination. There are many additional factors that affect the rate and extent of migration including the type of packaged product, the temperature at which the packaging is stored and the nature of the packaging itself.
Migration from printing typically occurs in three different ways:
- by penetration through the substrate
- by set-off transfer to the reverse/food contact side of a stack or reel
- by migration via vapor (gas) phase transfer
Often migration cannot be detected by odor or taste, but instead must rely upon chemical analysis to identify if any migration has occurred.
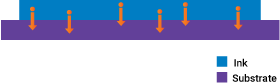
| How Ink Migration Can Occur From Printing Three common paths where migration can occur: |
|
|---|---|
| Physical Migration |
Penetration migration from printed side through substrate onto unprinted side
 |
|
Set-off migration from printed side to unprinted side of another sheet in a stack or roll
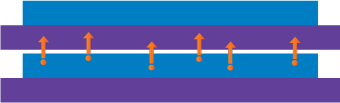 |
|
| Gas Phase Migration |
Evaporation or condensation migration, either due to the evaporation of volatile materials by heating (e.g. cooking, baking, or boiling frozen products in their original packaging) or the condensation through steam distillation
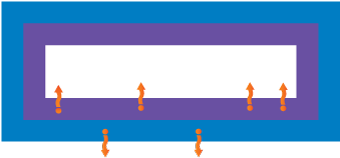 |
Low Migration Inks (Printing Inks for Food Contact Materials)
“Low migration” is a term that has been used in the printing and ink industry for years. It is a way of identifying a product and/or process typically connected to food packaging compliance and/or safety. (Most regulations do not allow any essential migration or adulteration of food.) Although the term “low migration” is still used in the industry, including the European market, it is no longer formally used by the European Printing Ink Association (EuPIA). Instead, EuPIA uses the term “printing inks for food contact materials” for those printing inks which are designed to be applied on a material that is in contact with food. These inks are required to be compliant with the EuPIA GMP (Good Manufacturing Practices).1 That said, individual EuPIA members, as well as the industry at large, often still use the term “low migration ink”.
Migration is typically measured using gas or liquid chromatography with mass spectroscopy equipment. These measurements identify and quantify substances which have transferred from the package to the food product. Migration analysis models are typically dependent on the foodstuff, storage conditions, and package design. Results are usually measured in ug/dm² and converted to parts per billion (ppb) over a defined surface area. To meet target compliance requirements, migration testing should be performed by an accredited independent laboratory. Depending on risk assessment, ongoing migration testing should be performed to ensure compliance over time in accordance with current industry and government requirements.
Brand owners have become increasingly aware of the risks to their reputation due to ink migration and food safety. Consumers too, are better informed and educated about the potential for negative impacts to their food and their health due to supply chain and packaging variables. This increased emphasis on health and safety is reflected in the market forecast. The low migration inks market is expected to grow at a rate of 7.8 percent and is expected to reach $4.85 billion by 2028.2
At INX, we’ve worked for many years to understand the variables affecting migration and have developed an extensive product portfolio of low migration inks and coatings to support the packaging supply chain across a range of print processes and applications, including: energy curable flexographic and offset inks, high-performance sheetfed inks, energy curable coatings, oil-resistant gas barrier coatings, energy curable screen inks, and energy curable dry offset inks.
Five Tips to Minimize Food Packaging Migration
#1: Inks and Coatings for Food Safe Packaging
When inks and coatings are separated from the packaged food by one or more layers of material, the suitability of those inks and coatings are determined by the barrier properties and the migration properties of the packaged food. Because there is a wide array of combinations of food types, packaging materials, inks and coatings, there is a lack of clarity on the permeability of various combinations of plastic containers and film substrates. To be sure a packaging material acts as a functional barrier, INX recommends conducting migration tests with the final packaging construction.
Containers such as pre-formed metal cans and glass bottles are considered low to no risk for migration. Low migration inks are recommended when it comes to UV/EB and conventional sheetfed printing especially if thin film substrates or paper material with weak barrier properties are used as the primary packaging material. Low migration inks should be tested under standardized conditions to prove that they do not migrate above defined acceptable limits. Because these tests cannot simulate all possible food/substrate combinations, there cannot be 100 percent safety assurance without a suitable risk assessment.
DOWNLOAD
Learn more about low migration inks and coatings for packaging applications.
Download Brochure
#2: Risk Assessment and Migration Testing
For every specific packaging and label application, it’s advisable to assess the risk of migration. This is especially recommended for packaging where no absolute barrier exists. Organoleptic testing for taste and odor; migration modeling; practical migration tests on the printed packaging material; and calculation of possible worst-case scenarios help create a comprehensive analysis of a particular food packaging project and dictate what inks will work best.
#3: Care with On-Press Enhancements
For food packaging press runs, converters are advised to install extra controls to prevent the occurrence of visible set-off while maintaining the lowest possible levels of residual solvents and other volatile substances. Such controls should also be employed to ensure sufficient drying occurs to meet requirements. Low odor and the elimination of any potential adulterant are important. Technical instructions from your consumable and equipment suppliers should be followed in full.
If slow or low evaporating solvents are used for improved printability of solvent-based and water-based inks, care must be taken with these choices as slow solvents have a high potential to be retained in the printed product and could subsequently migrate to the packaged food.
#4: Material Assessment to Prevent Food Contamination
It is important to assess all materials that are used throughout the complete food packaging manufacturing cycle. When printing with low migration inks be sure that only specially selected low migration ink additives are used, including adhesion promoters and foam suppressors. To prevent accidents, no other general ink additives should be anywhere near the press. To ensure that migration from inks or coatings in the finished package remains within legislative limits, additional graphic features that might be printed on top of the low migration ink design must also consist of materials that have proven low migration tendencies.
When converting a press from conventional printing ink to a low migration ink, the press must be thoroughly cleaned to avoid any contamination from those previously used high migration materials.
#5: Minimizing UV/EB Ink Migration
To meet UV and EB curing needs for food packaging and labels, proper curing is absolutely critical. Careful management of lamp power, print speed and ink film thickness are critical for proper curing to occur. It is essential that all UV lamps be on and fully functioning. It’s imperative to use lamps within their specified lifespan or a successful cure will not be achieved.
Cure level should always be checked at the start of a print job, and during regular intervals throughout the run. Maintaining proper color density is also important, as too high of a print density may adversely affect cure.
Food Safe Packaging: Conclusion
The label and package printing industry has come under increased scrutiny from brand owners aware of the risks to their reputation from the fallout from migration. New regulations are being introduced and existing ones are being updated to ensure that the health and wellbeing of consumers is not put at risk from migration. Responsibility for compliance of the packaging spans the entire packaging supply chain, including the package designer, printer/converter, and material suppliers.
DOWNLOAD
Find the right low migration ink and coating product for your application
Download Product Selector
Share







![Shrink Labels and Recycling [Shrink labellled bottles]](/sites/default/files/styles/large/public/2024-04/INX_shrink_blog850x360.jpg?itok=Qsx6qEqs)